���z��Ʒ���Ƴ̵ĜضȺ͕r�g׃��
�l���r�g��2018-08-10 10:23
���������o늷dz����У����z�r���P�O����Ҫ�ӵؾ����������������룬����⻯��ֱ�ӽ��|����݁ͲĦ����𣬽��h���z���������ټ����݁Ͳ�л�ϡ�Ŀǰ����ʹ�õ�90%���ϵ����zӲ��Ӌ�^�������A������Ӳ��Ӌ��ģ�����z��Ӳ��(HA)����ͨ����30°~70°��ԭ�����ɫ�ఴ����ͨɫ��̖�{���ɫ��ģ�ߵ��Π�Q����ģ�����z��Ʒ���Πģ�����z��Ʒ�ǹ��z�ИI���\����V����һ�N�������z��ˇ�����е����ϣ����z�����ϣ��[�ϵ���ȫ�����˹����������Ժ����ذ����Ƴ̌��˹��ɱ����_�C�M����M����U�ʵȶ���ֱ�ӵ�Ӱ푡��ɂ����z��Ʒ֮�g����ϣ���Ҫ���Ì��T���zˮ������ĮaƷ�Y���OӋ�������̻��z(UV�z)���ڟo���c�����Ĺ��z����l�����W���������ԟo��ճ�㡣���z���ϵ��Ƴ��ЃɷN�����������^�V�������^�^�e���^�V�����a�����Ĺ��z���ϴ��ښ�F������Ƴɵ���������^�V�����^�V�W���g���ɱ���ش����п�϶������Įa����
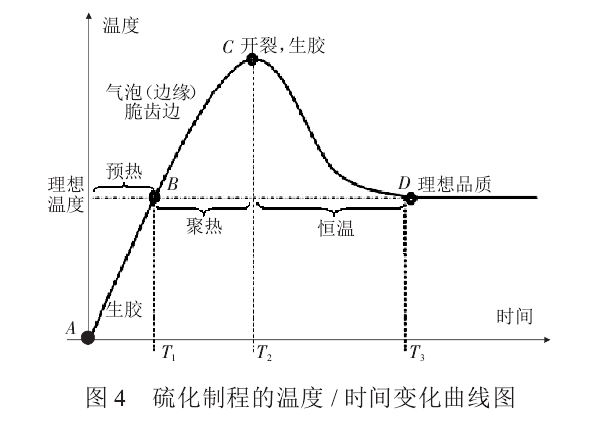
�����a�^�������ڸ��N���������a�^�̳��F׃����ʹ�a��Ʒ���F���N��r������ͨ�^�D4����ģ�{�����a�^���п��ܳ��F�Ġ�r�M�ЅR��������ֱ�^������Ͱl�F�Ƴ��І��}�ij������^�̵���Ҫ׃�������ǜضȺ͕r�g������������a�l��D�c���ԫ@�÷����Įa�����ڴ�֮ǰҪ���vģ�ߵ��A�ᡢ�۟ᡢ��������A�Ρ���A��B�c���A���A���^���Ͷ�ϕ����F���z�F�����ģ�ز����Ҳ�����B��C�c�ľ۟��A�Πt�ؕ���������ضȣ�ͨ�^˺߅�������@�е����z���g�Ժʹ��ࡣ�����@������C�c�Ĺ��z�^��Ӳ���_�ѻ����z�ij��F���@�����z�ij��F�����ض��^�ߌ�������Ĺ��z�ѽ����������Ȳ���߀�]���ü�������ͨ��B�c���`�О�D�c����δ���ض��M�и�ۙ���ƌ��·��Ͳ�����������A�εĜؿ���Ҫ�{�u�M�ķ�ʽ�����_���Д��@�����A�γ��F�ĬF�����������IJ�����ʹ���O������̕r�g���_�������a����������Ч�����ܺĺ��˹��ɱ����@һ�A���ǿ������a�ɱ�����Ҫ�h����
�������÷���z��Ʒ�����l�����D�dՈ�������ĵ�ַ����http://shwanjia.com.cn/news/hyzx/158.html��
��һƪ�����z��Ʒ���쟒��Č���
��һƪ�����z��Ʒ�{ɫ����ɫ��֪�����٣�




���P�YӍ
- �����z��Ʒ��ʲô�����F���ۣ�
- ���z��Ʒ��ʲô���lù��
- ���z��ƷܛӲ�Ȳ�ͬ��ʲôԭ��
- ���z��Ʒ��Щ�����ʲô���⻬��
- ���z�֙C���ѽ��ɞ��֙C����ȱ�ٵ�һ�����ˣ�
- ���z�냺ϴ�^ˢ�Ю�ζ����ô���£�
- 2019��W�����Ї����z�aƷ�����²���
- ���z��Ʒ�О�ʲô�OӋ���׳��F�`�
- ���z�N�ߵă��c�����c
- �¿���z���X��ϯ��������
- ʲôԭ����ʳƷ�����z�aƷ��
- ����ܷ���zȦ�r��������aƷ�^�e���^��
- Փ�����Q�ב������z��Ʒ�ИI��Ӱ�
- ���z����Ͱ��֪���
���P��
- ���r��ʲô�E�[�����x���z�����ף�
- ���z����ʹ�ý̳�
- ģ����Һ�B���z�OӋҪ�c
- ��ܹ��z���ף��Ԏ��坍ˢ���Ƀ���մ�ͣ��������C
- ���z��Ʒ��y��ˇ����ʲô���ã�
- ���zˮƿ����֪���
- �|ݸ�Ж|������̄Յf������������Y�ɹ����_��
- ���z��Ʒ��ˇ����ȫ�l���|����Ӱ�
- �÷嶨�ƹ��z��Ʒ����
- �ļ���Ӿ��ʲôҪ�x���zӾñ��
- ���z�ֱ펧�����c
- ���z��Ʒģ�ߵĘ�Ʒģ�ʹ�؛ģ����ʲô�^�e
- ���z�N���c�մɏN�ߡ��F�|�N�ߵą^�e
- ���z����x��ʲôԽ��Խ����ʲô���c��